Welcome: Guangdong Maike Technology Co., Ltd
Language:
 ∷
∷

∷
 ∷
∷

core functionality
1. Automatic wire feeding: The robot automatically starts and stops wire feeding according to the program, and the wire feeding speed matches the welding current and walking speed in real time.
2. Segmented current:
The weld seam can be arbitrarily divided into N segments (N ≥ 20) on the teaching pendant.
Each segment independently sets the current I ₙ, pulse frequency, duty cycle, and wire feeding speed.
• Support automatic calculation of "board thickness current": input board thickness combination, and the system automatically recommends process parameters.
3. AC/DC switching: The thick plate section uses DC positive connection for deep melting, and the thin plate section switches to AC cleaning for oxide film, both of which can be completed in the same program.
4. Real time compensation: The arc voltage/current is sampled at 10 kHz, and the robot adjusts the walking speed or wire feeding speed in real time to ensure consistent melting depth.
5. Data traceability: Automatically generate "current time" curves and "plate thickness current" reports after welding, meeting the traceability requirements of ISO 3834.
4、 Technological advantages
• Efficiency improvement: Complete different plate thickness welds in one clamping, saving machine replacement or manual parameter adjustment time by ≥ 40%.
• Stable quality: Closed loop control of current and speed, residual height difference of weld seam ≤ 0.3 mm, X-ray first pass pass rate ≥ 98%.
Cost reduction: Reduce reliance on welding skills, save repair and polishing time by ≥ 30%.
Applicable materials: aluminum and aluminum alloys, stainless steel, carbon steel, copper, titanium alloys, etc.
Automatic wire feeding segmented current welding system for AC/DC argon arc welding robot
Technical Explanation Letter
1、 Project Background
In modern sheet metal and pressure vessel manufacturing, it is often necessary to weld different plate thicknesses of 2 mm -8 mm or even larger spans on the same weld seam. The traditional method requires multiple manual shutdowns to adjust the current, resulting in low efficiency and significant quality fluctuations. Guangdong Maike Technology Co., Ltd. has successfully developed an integrated solution of "robot+AC/DC Argon arc welding machine+automatic wire feeding" to address this pain point, achieving "one weld seam, multiple currents, and one-time molding".
2、 System composition
1. Robot: 6-axis industrial robot (load 6-20 kg, repeat positioning accuracy ± 0.08 mm).
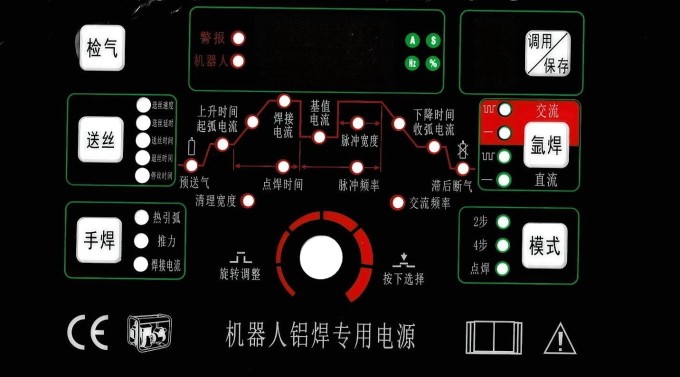
2. Welding power supply: AC/DC pulsed argon arc welding machine (AC/DC TIG PULSE), with digital communication interface for real-time interaction with the robot.
3. Wire feeding mechanism: Guangdong Maike's self-developed automatic wire feeding system, wire feeding speed of 0.2-15 m/min, closed-loop encoder feedback.
4. Teaching pendant: A "segmented current process package" is embedded in the standard robot teaching pendant, without the need for an external industrial computer.
5. Interface protocol: Supports CAN, 485, bus control, and plug and play with mainstream robots.
3、 Core functions
1. Automatic wire feeding: The robot automatically starts and stops wire feeding according to the program, and the wire feeding speed matches the welding current and walking speed in real time.
2. Segmented current:
The weld seam can be arbitrarily divided into N segments (N ≥ 20) on the teaching pendant.
Each segment independently sets the current I ₙ, pulse frequency, duty cycle, and wire feeding speed.
• Support automatic calculation of "board thickness current": input board thickness combination, and the system automatically recommends process parameters.
3. AC/DC switching: The thick plate section uses DC positive connection for deep melting, and the thin plate section switches to AC cleaning for oxide film, both of which can be completed in the same program.
4. Real time compensation: The arc voltage/current is sampled at 10 kHz, and the robot adjusts the walking speed or wire feeding speed in real time to ensure consistent melting depth.
5. Data traceability: Automatically generate "current time" curves and "plate thickness current" reports after welding, meeting the traceability requirements of ISO 3834.
4、 Technological advantages
• Efficiency improvement: Complete different plate thickness welds in one clamping, saving machine replacement or manual parameter adjustment time by ≥ 40%.
• Stable quality: Closed loop control of current and speed, residual height difference of weld seam ≤ 0.3 mm, X-ray first pass pass rate ≥ 98%.
Cost reduction: Reduce reliance on welding skills, save repair and polishing time by ≥ 30%.
Applicable materials: aluminum and aluminum alloys, stainless steel, copper, carbon steel, titanium alloys, etc.
5、 Typical application parameters
|Thickness combination | Section 1 (3 mm) | Section 2 (5 mm) | Section 3 (8 mm)|
|----------|--------|----------|-------------
Contact: M.K
Phone: (86)13322904877
Tel: (86)400 8481088
Email: 1519017318@qq.com
Add: 3rd Floor, Building 2, No. 1801 Meijie Road, Zhuhai City, Guangdong Province






 广东脉科
广东脉科 MK
MK